
Фланцевый соединитель для лесов
Когда слышишь ?фланцевый соединитель для лесов?, многие сразу представляют себе просто кусок металла с дырками. Но если ты реально собирал или проектировал леса, особенно чашечные системы или сложные консольные конструкции, то понимаешь — это не просто ?соединитель?. Это часто узловое, критичное по нагрузкам место. И основная ошибка, которую я постоянно вижу в спецификациях — отношение к нему как к стандартной детали, которую можно взять ?из любой партии?. На деле же, разница в качестве ковки, марке стали и даже в геометрии фланца может привести к люфтам, которые на высоте в 40 метров превращаются в серьёзную проблему.
Мой опыт с фланцевыми соединениями: от чертежа до объекта
Помню один проект, нужно было собрать леса для фасадных работ на здании со сложным архитектурным рельефом. В расчётах всё сходилось, но когда на объект привезли комплектующие, включая фланцевые соединители, монтажники сразу начали жаловаться на ?жесткость? сборки. Пришлось лично разбираться. Оказалось, что отверстия под болты на фланцах были с минимальным, но допуском в минус, а сами болты — с допуском в плюс. Вроде бы всё в рамках нормы, но при -15°C и необходимости быстрой сборки это вылилось в лишние часы работы с шайбами и смазкой. Тогда я впервые глубоко вник в техдокументацию от производителя, а не просто принял сертификаты как данность.
Именно после этого случая я стал обращать внимание не только на заявленную прочность (например, марку стали Q345), но и на технологию изготовления самого фланца. Штампованные — это одно, они дешевле и быстрее в производстве. Но для ответственных узлов, особенно где возможна динамическая или вибрационная нагрузка (скажем, рядом с крановыми путями), гораздо надёжнее оказываются кованые варианты. У них волокна металла идут по форме детали, что даёт лучшую усталостную прочность. Кстати, на сайте ООО Аньхойская Хаодин Металлические Изделия (https://www.hd-scaffolding.ru) в описании продукции как раз указан акцент на кованые и штампованные соединители — это важное разделение, которое многие заказчики упускают, гонясь только за ценой.
Ещё один нюанс — покрытие. Горячее цинкование, конечно, стандарт. Но толщина слоя на фланце, особенно в местах прилегания к стойке, часто бывает неравномерной. Видел случаи, когда из-за этого через пару сезонов в агрессивной среде (например, в портовой зоне с солёным воздухом) появлялись очаги коррозии именно в зоне контакта, что ослабляло соединение. Теперь всегда рекомендую заказчикам для таких условий либо увеличенную толщину цинка, либо дополнительную порошковую окраску поверх него, хоть это и удорожает.
Где фланцевый соединитель становится ключевым звеном
Чаще всего его критическая важность проявляется в двух типах систем. Первый — это, естественно, чашечные леса (cup lock system). Здесь фланец — это по сути основа чашки, к которой крепится всё остальное. Любой перекос, непараллельность плоскостей — и нагрузка распределяется неравномерно. Второй тип — это монтаж консолей или переходных площадок, где соединитель работает не только на сжатие, но и на срез. В таких узлах я предпочитаю использовать фланцы с усиленным ребром жёсткости или увеличенной толщиной стенки.
Работая с поставщиками, вроде упомянутой ООО Аньхойская Хаодин Металлические Изделия, которая поставляет продукцию для морской нефтедобычи и крупных верфей, понимаешь, что их техтребования к соединителям совсем другие. Там учитывается не только статическая нагрузка по ГОСТ или EN, но и усталостная прочность, вибронагрузки, повышенная влажность. Для гражданского строительства можно сэкономить, но для таких отраслей — нет. Их продукция, как указано в описании, ориентирована на высокотехнологичные отрасли, и это не просто слова для сайта. Это означает более строгий входной контроль металла и выборочные испытания на разрушение партий.
На практике был эпизод, когда для небольшого коммерческого объекта закупили якобы ?одинаковые? фланцы у другого поставщика, чтобы сэкономить. Визуально — близнецы. Но при нагрузочных испытаниях (мы всегда делаем выборочные на новую партию) один из десяти дал трещину не в сварном шве, а в теле фланца, возле отверстия. Металлографический анализ потом показал включения. С тех пор настаиваю на предоставлении не только сертификата соответствия, но и протоколов заводских испытаний именно на ударную вязкость для ответственных партий.
Ошибки монтажа, которые ?убивают? даже хороший соединитель
Самая распространённая — это перетяжка болтов. Казалось бы, чем сильнее затянул, тем надёжнее. Но это приводит к деформации фланца, особенно если он штампованный из тонколистовой стали. Появляется внутреннее напряжение, плюс цинковое покрытие в зоне контакта стирается, открывая путь для коррозии. Инструкции часто пишут про момент затяжки, но кто из монтажников ходит с динамометрическим ключом? На своих объектах ввёл правило использования специальных головок-трещоток с калиброванным усилием — шумно, но эффективно.
Вторая ошибка — игнорирование состояния резьбы на шпильках или болтах. Ржавая, забитая песком резьба создаёт ложное ощущение ?затянутости?, при этом реальное усилие предварительного натяга в десятки раз ниже расчётного. В ветреную погоду такое соединение начинает ?дышать?. Поэтому теперь в упаковке к каждому крупному заказу фланцевых комплектов прошу добавлять запасные болты и гайки, а также рекомендую смазку для резьбы, хоть это и добавляет работы.
И третье — отсутствие контроля за прилеганием фланца к стойке. Бывает, что на торец стойки попала грязь или застывший брызги металла от сварки. Монтажник ставит фланец, затягивает — и получается точка контакта, а не плоскость. Нагрузка идёт на изгиб. Визуально не определить, нужен щуп. Мы после одного инцидента с расшатыванием узла ввели в чек-лист обязательную проверку чистоты торцов перед установкой фланцевого соединителя.
Взаимозаменяемость и совместимость: миф или реальность?
Вот это больная тема. Многие думают, что если диаметр стойки 48.3 мм, то и фланец от любого производителя подойдёт. Ан нет. Угол конусности внутренней втулки, высота самой юбки фланца — могут отличаться на миллиметр-полтора. И это не мелочь. Такой ?универсальный? соединитель может не обеспечить нужной площади контакта, будет болтаться или, наоборот, не налезет до упора. Особенно критично для чашечных систем, где от этого зависит глубина захода чашки.
Поэтому сейчас, когда беру комплектующие, например, для усиления стандартных рамных лесов под тяжёлый настил, стараюсь использовать комплект от одного производителя. Если смотрю в сторону ООО Аньхойская Хаодин Металлические Изделия, то беру у них и доски настила, и соединители, и чашки. Потому что они заявляют о производстве полного цикла аксессуаров для лесов. Это гарантия, что геометрия будет согласована. Смешивать компоненты от разных заводов — это всегда лотерея, даже если они делают продукцию по одним и тем же европейским стандартам.
Был у меня неудачный опыт, когда пришлось срочно докупать фланцы для ремонта лесов на действующем объекте. Взяли ?аналогичные? у местного склада. По габаритам вроде сошлось, но отверстия под болты были на миллиметр смещены по окружности. Пришлось рассверливать на месте, что сразу аннулировало любое гарантийное покрытие и ослабило деталь. С тех пор ?взаимозаменяемость? — это для меня красный флаг. Лучше ждать поставки оригинальных запчастей, чем вот так рисковать.
Что в итоге? Мысли вслух о выборе и контроле
Итак, если резюмировать мой опыт, то фланцевый соединитель для лесов — это далеко не расходник. Это полноценный силовой элемент. Его выбор должен начинаться не с цены, а с анализа ТЗ: какие нагрузки, в какой среде, какая система лесов, кто будет монтировать. Для разовых бытовых работ можно взять и штампованный вариант из стандартной стали. Для промышленного объекта, тем более в химической промышленности или на судостроительной верфи — только кованый, от проверенного производителя с полным пакетом документов, желательно того, кто уже поставляет для таких отраслей, как указано в профиле компании HD-Scaffolding.
Контроль на объекте тоже сводится не только к осмотру. Нужно: 1) Проверить чистоту и геометрию сопрягаемых поверхностей (стойка-фланец). 2) Убедиться в качестве резьбы крепёжных элементов. 3) Контролировать момент затяжки, хотя бы выборочно. 4) Визуально отмечать состояние покрытия после монтажа — нет ли сколов. Это занимает время, но предотвращает проблемы, которые потом обходятся в разы дороже.
В конце концов, надёжность лесов — это цепочка, где каждое звено важно. И фланцевый соединитель в этой цепочке часто оказывается тем самым местом, где ?рвётся? не потому, что он слабый, а потому, что ему не уделили достаточно внимания на этапе выбора и монтажа. Работая с такими компонентами, всегда помнишь, что от них зависят и скорость работы, и, что главное, жизни людей на высоте. Поэтому тут не до компромиссов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Кованый поворотный зажим для балки
Кованый поворотный зажим для балки -
 Профильный двойной соединитель
Профильный двойной соединитель -
 Штампованный внутренний соединительный штифт
Штампованный внутренний соединительный штифт -
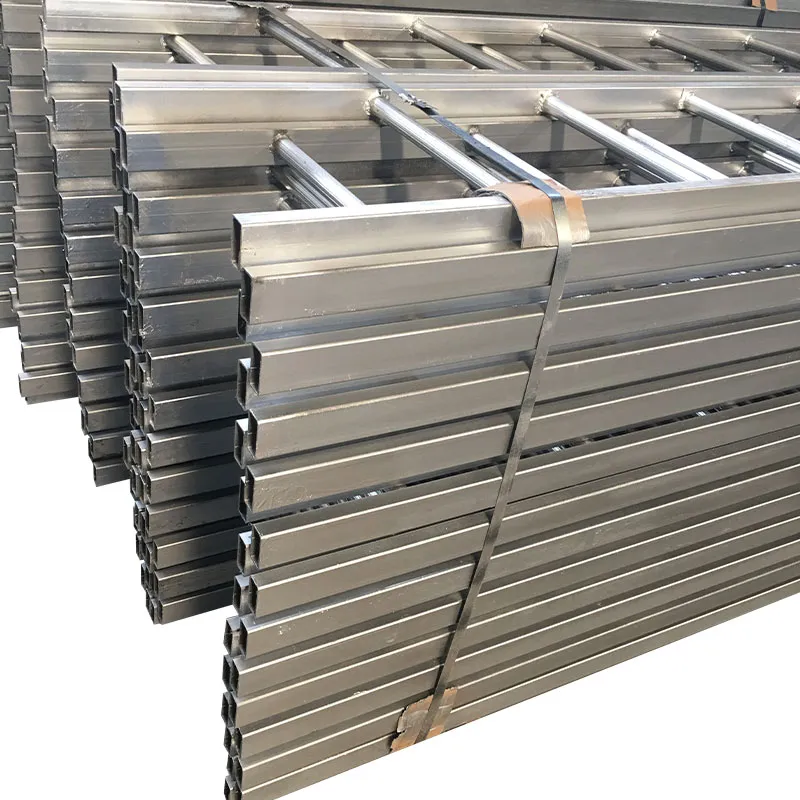
 Лестничная балка
Лестничная балка -
 Кованый двойной соединитель
Кованый двойной соединитель -
 Зажим для фанерного полотна
Зажим для фанерного полотна -
 Элементы каркасных лесов с чашечным узлом
Элементы каркасных лесов с чашечным узлом -
 Штампованный муфтовый соединитель
Штампованный муфтовый соединитель -
 Зажим для лестницы
Зажим для лестницы -
 Зажим для удержания настила
Зажим для удержания настила -
 Соединитель для кровельного покрытия
Соединитель для кровельного покрытия -
 Накидной соединитель для ригеля
Накидной соединитель для ригеля
Связанный поиск
Связанный поиск- хомут кованый для строительных лесов
- строительные леса высотой 6 метров
- строительные леса внутри помещения
- Стеновой анкерный зажим для лесов
- лестница наклонная для лесов
- лестница навесная с крюками для лесов строительных
- хомут для строительных лесов 48 48
- леса малые строительные
- сварка строительных лесов
- сборка трубчатых строительных лесов






